铝材国际统一状态代号和新旧牌号对照表
铝材国际统一状态代号
(The detailed explanation of international uniform temper symbols of aluminum)
1.H的细分状态
在字母H后面添加两位阿拉伯数字(称作HXX状态)或三位阿拉伯数字(称作HXXX状态)表示H的细分状态。
H后面的第1位数字表示获得该状态的基本处理程序:
H1------单纯加工硬化状态。适用于未经附加热处理,只经加工硬化即获得所需强度的状态。
H2------加工硬化及不完全退火的状态。适用于加工硬化程度超过成品规定要求后,经不完全退火,使强度降低到规定指标的产品。对于室温下自然时效软化的合金,H2与对应的H3具有相同的最小极限抗拉强度值;对于其他合金,H2与对应的H1具有相同的最小极限抗拉强度值,但伸长率比H1的稍高。
H3------加工硬化及稳定化处理的状态。适用于加工硬化后经低温热处理或由于加工过程中的受热作用使其力学性能达到稳定的产品。H3状态仅适用于在室温下逐渐时效软化(除非经稳定化处理)的合金
H4------加工硬化及涂漆处理的状态。适用于加工硬化后,经涂漆处理导致了不完全退火的产品。
H后面的第2位数字表示产品的加工硬化程度,见下表:
细分状态代号 | 加工硬化程度 |
HX1 | 抗拉强度极限为O与HX2状态的中间值 |
HX2 | 抗拉强度极限为O与HX4状态的中间值 |
HX3 | 抗拉强度极限为HX2与HX4状态的中间值 |
HX4 | 抗拉强度极限为O与HX8状态的中间值 |
HX5 | 抗拉强度极限为HX4与HX6状态的中间值 |
HX6 | 抗拉强度极限为HX4与HX8状态的中间值 |
HX7 | 抗拉强度极限为HX6与HX8状态的中间值 |
HX8 | 硬状态 |
HX9 | 超硬状态。最小抗拉强度极限超HX8状态至少10N/m㎡ |
1.1 HXX状态
H12-----加工硬化到1/4硬;
H14-----加工硬化到1/2硬;
H16-----加工硬化到3/4硬;
H18-----加工硬化到4/4硬,即完全硬化状态;
H19-----超加工硬化状态。此种材料的抗拉强度应比H18状态材料的高10N/m㎡以上;
H22-----加工硬化后部分退火到1/4硬;
H24-------加工硬化后部分退火到1/2硬;
H26-------加工硬化后部分退火到3/4硬;
H28-------加工硬化后部分退火到4/4硬;
H32-------加工硬化后稳定化处理到1/4硬;
H34-------加工硬化后稳定化处理到1/2硬;
H36-------加工硬化后稳定化处理到3/4硬;
H38-------加工硬化后稳定化处理到4/4硬;
H42-------加工硬化后涂漆的,1/4硬;
H44-------加工硬化后涂漆的,1/2硬;
H46-------加工硬化后涂漆的,3/4硬;
H48-------完全加工硬化后涂漆的,4/4硬;
1.2 HXXX状态
HXX4-----用相应HXX状态板,带加工的花纹板、带。
HXX5-----加工硬化焊接管所处的状态。
H111-----最后退火,然后少量(比H11的硬化程度轻)。这种硬化是由诸如拉伸或矫直等操作造成的。
H112-----热加工成形,然后轻微加工硬化,或自少量冷加工后再进行轻微加工硬化,以满足特定的力学性能要求。
H116-----对镁含量不少于4%的5xxx系合金设定的一种专用状态代号,这种状态的铝-镁合金材料既达到了所设定的力学性能水平又具有良好的抗剥落腐蚀能力。
2.O的细分状态
O-----铝材在成形加工后处于完全退火的状态代号,是完全软化状态。
O1-----加工后的材料在大约与固溶热处理相同的温度下保温加热相等的时间然后缓慢冷却到室温所处的一种状态。过去采用的代号为T41。
O2-----材料在形变处理后所处的状态,这种处理是为了提高材料的成形性能,以便进行超塑性加工(SPF)。
O3-----均匀化处理后的状态。
3.T的细分状态
T1-----铝材从高温热加工冷却下来,经自然时效所处的充分稳定的状态。适用于热挤压的不进行冷加工的材料,或矫直等冷加工对其标定力学性能无影响的产品。
T2-----铝材从高温热加工冷却后冷加工,然后再进行自然时效的状态。如为了提高强度,对热挤压产品进行冷加工,在通过自然时效可达到充分稳定的状态,也适用于矫直加工会影响其标定力学性能的产品。
T3-----固溶处理后进行冷加工,然后通过自然时效所达到的一种状态。适用于固溶处理后通过冷加工能提高其自然时效状态的强度性能的产品,或矫直能影响其标定力学性能的产品;
T31-----固溶热处理,冷加工月1%变形量,然后自然时效;
T351-----固溶热处理,通过可控的拉伸量消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材的冷精轧量即冷精整变形量1%~3%,手锻件或环锻件及轧制环的永久变形量1%~5%),然后自然时效。拉伸后不再进行矫直;
T3510-----固溶热处理,通过可控的拉伸量对挤压材消除应力(挤压管、棒、型材的永久变形量1%~3%,拉伸管的永久变形量0.5%~3%),然后自然时效。拉伸后不再进行矫直;
T3511-----同T3510状态,但拉伸后作了镜面矫直,以达到标准规定的尺寸偏差精度;
T352-----固溶热处理,压缩永久变形量1%~5%以消除应力,然后自然时效;
T354-----固溶热处理,在精整模内冷整形以消除应力,然后自然时效,适用于模锻件;
T36-----固溶热处理,冷加工约6%变形量,然后自然时效;
T37-----固溶热处理,冷加工约7%变形量,然后自然时效;
T39-----固溶热处理,适量的冷加工变形以满足既定的力学性能要求,冷加工可在自然时效前进行,也可在其后进行。
T4-----固溶热处理与自然时效。
T41-----在热水中淬火的状态,以防止变形与产生较大的热应力,此状态用于锻件;
T42-----固溶热处理与自然时效,适用于自退火状态或F状态固溶热处理的实验材料,也适用于用户将任何状态的材料固溶热处理与自然时效;
T451-----固溶热处理,通过一定量的拉伸以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件和轧制环的1%~5%),然后自然时效。拉伸后不得作进一步的矫直;
T4510-----固溶热处理,一定量的拉伸以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后自然时效,拉伸后不得作进一步的矫直;
T4511-----同T4510状态,但拉伸后作了镜面矫直,以达到标准规定的尺寸偏差精度;
T452-----固溶热处理,压缩永久变形量1%~5%以消除应力,然后自然时效;
T454-----固溶热处理,在精整模内冷整形以消除应力,然后自然时效,适用于
模锻件;
T5-----从热加工温度冷却后再进行人工时效。
T51-----从热加工温度冷却后进行欠人工时效处理,以改善成形性能;
T56-----从热加工温度冷却后再进行人工时效,但其力学性能比T5状态的高一些,是通过对加工工艺的特殊控制达到的,适用于6xxx系合金。
T6-----固溶热处理,然后人工时效。
T61-----固溶热处理,然后欠人工时效,以提高成形性能;
T6151-----固溶热处理,一定量的拉伸以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%),然后欠人工时效,以提高成形性能,拉伸后不得作进一步的矫直;
T62-----固溶热处理与人工时效,适宜于自退火状态或F状态固溶处理的实验材料,或用户将任何状态的材料进行热处理;
T64-----固溶热处理,然后欠人工时效,以改善成形性能。这种状态材料的性能介于T6状态与T61状态材料的性能之间;
T651----固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件和轧制环的1%~5%),然后人工时效,拉伸后不再对材料作进一步的矫直;
T6510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后人工时效,拉伸后不再对材料作进一步的矫直;
T6511-----同T6510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度;
T652-----固溶热处理,通过施压产生1%~5%永久变形以消除应力,然后人工时效;
T654-----固溶热处理,在精整模内冷整形以消除应力,然后人工时效,适用于
模锻件;
T66-----固溶热处理,然后人工时效,通过对工艺过程进行特殊控制以使此状态材料的力学性能比T6状态的高一些(适用于6xxx系合金),其量由供需双方商定。
T7------固溶热处理,然后过人工时效。
T73-----固溶热处理,然后过人工时效处理到材料具有最佳的抗应力腐蚀能力;
T732-----固溶热处理,然后过人工时效处理到材料具有最佳的抗应力腐蚀能力;适宜于自退火状态或F状态固溶处理的实验材料,也适宜于用户将任何状态的材料进行热处理;
T7351------固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件和轧制环的1%~5%),然后过人工时效到材料具有最佳的抗应力腐蚀能力,拉伸后不再对产品作进一步的矫直;
T73510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后过人工时效到材料具有最佳的抗应力腐蚀能力,拉伸后不再对产品作进一步的矫直;
T73511-----同T73510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度;
T7352-----固溶热处理,通过施压产生1%~5%永久变形以消除应力,然后过人工时效到材料具有最佳的抗应力腐蚀能力;
T7354-----固溶热处理,在精整模内冷整形以消除应力,然后过人工时效到产品具有最佳的应力腐蚀抗力;
T74-----固溶热处理,然后过人工时效,使材料的性能位于T73状态与T76状态的材料性能之间;
T7451-----固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件和轧制环的1%~5%),然后过人工时效,使材料的性能介于T73状态和T76状态材料的性能之间;
T74510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后过人工时效到材料的性能介于T73状态和T76状态材料的性能之间,拉伸后不再对材料作进一步的矫直;
T74511-----同T74510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差;
T7452-----固溶热处理,通过施压产生1%~5%永久变形量,然后过人工时效到材料的性能介于T73状态和T76状态材料的性能之间;
T7454-----固溶热处理,在精整模内冷整形以消除应力,然后过人工时效到材料的性能介于T73状态和T76状态材料的性能之间,适用于模锻件;
T76-----固溶热处理,然后过人工时效材料到具有良好的抗剥落腐蚀的能力;
T761-----固溶热处理,然后过人工时效材料到具有良好的抗剥落腐蚀的能力,适于7475合金板带材;
T762-----固溶热处理,然后过人工时效材料到具有良好的抗剥落腐蚀的能力,适宜于自退火状态或F状态热处理的实验材料,也指用户将任何状态的材料再热处理后的状态;
T7651-----固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,轧制或冷精整棒材的1%~3%,手锻件、环锻件和轧制环的1%~5%),然后过人工时效到材料具有良好的抗剥落腐蚀能力,拉伸后不得再进行矫直;
T76510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后过人工时效到材料具有良好的抗剥落腐蚀能力,拉伸后不得再进行矫直;
T76511-----同T76510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度;
T7652-----固溶热处理,通过施压产生1%~5%永久变形量,然后过人工时效到材料具有良好的抗剥落腐蚀能力状态;
T7654-----固溶热处理,在精整模内冷整形以消除应力,然后过人工时效处理以达到材料具有良好的抗剥落腐蚀能力,适用于模锻件;
T79-----固溶热处理,然后轻微过人工时效;
T79510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后轻微过人工时效,拉伸后不得再进行矫直;
T79511-----同T79510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度。
T8-----固溶热处理,冷加工,然后人工时效。
T81-----固溶热处理,冷加工,变形量约1%,然后人工时效;
T82-----用户进行固溶热处理,拉伸矫直的最低永久变形量2%,然后人工时效,适用于8090合金;
T832-----固溶热处理,冷加工至特定的永久变形率,然后人工时效,适用于拉拔6063合金管;
T841-----固溶热处理,冷加工,然后欠人工时效,适用于2091及8090合金薄板、带;
T84151----固溶热处理,拉伸永久变形量1.5%~3%,以消除应力,然后欠人工时效,适用于2091及8090合金厚板;
T851-----固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,轧制或冷精整棒材的1%~3%,手锻件、环锻件和轧制环的1%~5%),然后人工时效,拉伸后不再进行矫直;
T8510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后人工时效,拉伸后不得再进行矫直;
T8511-----与T8510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度;
T852-----固溶热处理,通过施压使材料产生1%~5%的永久变形量,然后人工时效;
T854-----固溶热处理,于精整模内冷整形以消除应力,然后过人工时效,适用于模锻件;
T86-----固溶热处理,冷加工使之产生约6%的冷变形量,然后人工时效;
T87-----固溶热处理,冷加工使之产生约7%的冷变形量,然后人工时效;
T89-----固溶热处理,冷加工使其获得所要求的适当力学性能,然后人工时效;
T9-----固溶热处理,人工时效,然后冷加工。适用于经冷加工以提高其强度的材料。
T10-----自高温成形过程冷却后,冷加工,然后人工时效。适用于经冷加工或拉伸、矫直可提高其强度的材料
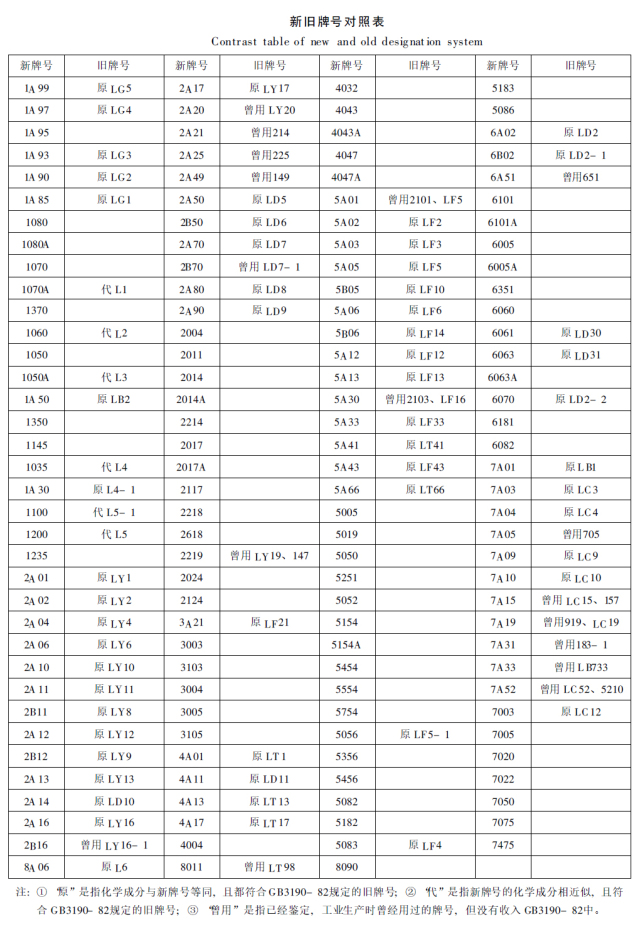
铝合金新旧牌号对照表